Reasonable selection of operating parameters of
rotary kiln 1. Position and role of rotary kiln in new dry firing system
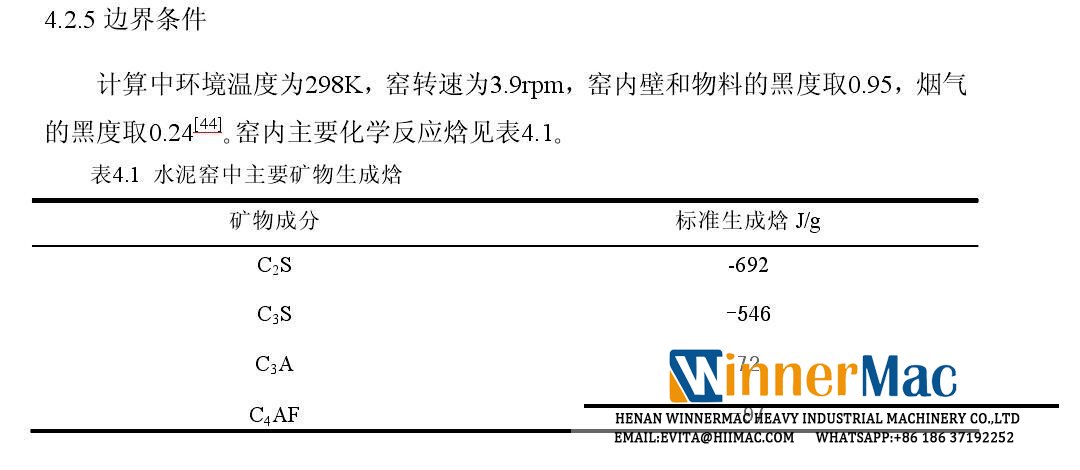
First, rotary kiln is an integral part of clinker burning system, its role is to put in preheater, The raw material which has been largely decomposed in the decomposition furnace is calcined to produce a qualified cement clinker. From the physical and chemical reactions: raw materials in the kiln tail preheater, decomposition furnace system to complete preheating, dehydration and most of the decomposition reaction into the rotary kiln, under a certain high temperature conditions to complete the formation of various clinker The chemical reaction of the mineral and the physical and chemical reaction (solid phase reaction), and the crystal has a certain degree of development and growth, and then cooled out and discharged outside the kiln. From the perspective of heat transfer, the apparent decomposition rate of the material in the kiln due to the raw material into the kiln is 90 to 95%, and the heat required for decomposing the endothermic reaction is very small. The kilogram of clinker is about 200 to 100 kilojoules, and the material is heated. The heat absorption is about 450-500 kJ, and the clinker mineral formation is mainly exothermic reaction. C2S accounts for 0.20, C3S accounts for 0.60, C3A accounts for 0.08, C4AF accounts for 0.10, and the exothermic heat of the reaction process is about 655 kJ. Based on the fact that the heat of clinker formation in the kiln is basically a negative value, it can be considered that the heat transfer in the kiln is not the main contradiction, and the high temperature conditions required for the formation of the clinker minerals and the crystal growth and the retention in the firing zone Time has become a major aspect of contradiction.
2. Increasing the output of rotary kiln system is aengineering
thermal system of systemstable rotary kiln, improving kiln speed and fast turn rate, balanced and stable, thin material fast burning is an important process principle to achieve high yield, high quality and low consumption. Focusing on the stable rotary kiln thermal system requires the following systematic engineering of advanced technologies to ensure.
(1) Reasonable mining of raw material mines, matching into the plant and strengthening the scientific management of the original plant and fuel.
(2) The original, fuel pre-homogenization technology creates conditions for the ingredients and calcination.
(3) Electronic computer-fluorescence analyzer-electronic batching system to ensure the standard deviation of the raw material and the optimized ingredients.
(4) Raw material pneumatic homogenization technology to ensure a balanced and stable chemical composition of raw materials into the kiln.
(5) The mature and reliable high-precision measuring equipment is adopted to ensure the balanced and stable feeding amount of raw materials and coal to be burned into the kiln.
(6) Increase the specifications of kiln tail preheater and decomposition furnace, improve system performance, increase coal-burning ratio, strengthen system pre-burning capacity, increase the decomposition rate of raw material into kiln by 95%, and further improve the thermal efficiency of the firing system.
(7) Adopt advanced and mature multi-channel pulverized coal burner to ensure rapid and complete combustion of pulverized coal and flexible flame regulation.
(8) Adopt new heat-resistant and wear-resistant materials to extend the safe operation cycle of the kiln and reduce system heat loss.
(9) Using electronic computers to automatically adjust and control the production process.
(10) Implement post technical training and strengthen the quality management of production processes, and give full play to the functions and benefits of modern technology and equipment.
3. Regarding the residence time T of the material in the kiln
From the operation point of view, the two important conditions for determining the yield and quality of the clinker are the high temperature conditions in the kiln and the sufficient time for the material to stay in the firing zone. The residence time of the material in the kiln is related to the type of kiln. The pre-calculation precalciner kiln is 25~30min. The calculation formula is as follows:
where:
T —— material residence time (min)
D , L —— respectively kiln effective inner diameter and length (m)
P —— kiln slope (degree) 3.5% (2.0 o ), 4.0% ( 2.3 o ), 4.5% (2.58 o )
n —— kiln rotation speed (r/min)
a —— material angle of repose (degrees), generally take 35 °
material in the kiln, the residence time is insufficient, so that the clinker “underburn” Product quality and performance; the residence time is too long, the clinker is easy to "over-burn", so that the clinker mineral crystals are too large and the structure is dense, which affects the brittleness of the clinker and increases the heat consumption. In the wind, coal, material and kiln speed balanced and stable and stable kiln thermal system, the rapid burning of thin materials is beneficial to shorten the residence time of raw materials in the kiln. At present, through the production practice of increasing production, it is proved that: φ4.0×60m, slope 3.5% NSP kiln, maximum kiln speed 3.9r/min, load rate 7.0%, and the shortest time for materials staying in the kiln is 22.4min. When the material is fired, the residence time of the material in the kiln has a tendency to shorten.
4. About the load rate in the
kiln The material load in the kiln is the percentage of the volume of the material in the kiln and the effective volume of the entire kiln. Because the moving speed of the materials in the kiln is different, the material load rate is also different. Here, the average load rate is referred to. the concept of. According to the data, generally = 5 to 13%. The material load rate in the kiln is related to the kiln diameter, the aspect ratio, the slope, the feed amount and the rotation speed. In the production, the kiln speed should be adjusted and adjusted synchronously with the feed amount to avoid excessive change of the load rate, which is beneficial to stabilize the kiln. Thermal system. The precalcining kiln is calculated as follows:
where:
—— average load rate(%)
of material in the kilnt—— residence time of the material in the kiln (min)
G —— kiln hour clinker production (t/h)
R —— calcination The amount of material in the kiln required for 1Kg clinker (Kg raw material / Kg clinker)
Ks - material consumption (Kg raw material / Kg clinker)
—— ― Apparent decomposition rate of the kiln material (%)
D, L —— the effective inner diameter and length of the kiln (m)
—— the average bulk density of the kiln material (kg/m3)
= 1/2 ( s- clinker) = 1/2 (0.9 + 1.27) = 1.085kg / m3
thin material fast burning is an important means of operation for the rotary kiln to achieve high quality and high yield. When the kiln is in the highest output, the maximum operating speed of the kiln must be within the reasonable thin layer to ensure the clinker is fired, in addition to ensuring the minimum residence time required for the material to be fired in the kiln.
5. Influence of material load rate and operating speed on kiln transmission power in
kiln The mechanical friction consumption power of the new dry process kiln in normal operation accounts for about 10% of the rated power, and the unfavorable condition can reach 30%. Therefore, the material in the kiln is turned over and transported. The useful power accounts for most of the rated power, accounting for 70-75%. The amount of material in the kiln and the state of motion play a decisive role in the power consumption of the rotary kiln. The amount of material in the kiln is large, and the power consumption of the kiln is large. The effect of kiln operating speed on transmission power: The kiln rotation speed is proportional to the power required by the kiln.
The simple calculation formula is: N= k D 2.5 LN
where: N —— Kiln power (kw)
D , L —— respectively kiln effective inner diameter and length (m)
N —— kiln rotation speed (r/min)
6 Discussion on the rational design and operation parameters of the current NSP kiln
(1) The residence time of the material in the kiln T is
currently due to the advanced and mature process technology of the new dry-burning system, under the condition that the kiln tail pre-burning capacity is fully enhanced. The production practice fully proves that the residence time of the material in the kiln has a significant shortening trend after the realization of "thin material quick burning", and the residence time of the material in the kiln is 19 to 20 minutes, which can fully guarantee the firing of high quality clinker.
(2)
Under the premise of ensuring the residence time of the material in the kiln under the premise of ensuring the residence time of the material in the kiln, the “slow material fast burning” with high kiln speed and small load rate is beneficial to achieve high quality, high production and low consumption. The kiln slope is directly related to the material load rate: the slope is large, the material load rate is small, the slope is small, and the material load rate is large. In production operations, when the output is constant, the kiln speed is inversely proportional to the load rate. Therefore, it is required that the feed amount should be increased or decreased as much as possible with the kiln speed to ensure that the material load rate in the kiln is constant, and the thermal system of the kiln is stabilized. According to the statistics, the domestic (M3) NSP kiln with φ3.0~φ6.0m and L/D=13.5~16.5 is calculated. The material loading rate in the kiln increases with the diameter of the kiln, =5.7~9% (see Table 2). The material loading rate of the two-support short kiln with L/D<12 is high, =7.7~10.5% (see Table 2).
(6) Explorationimproving the production capacity of
onNSP kiln The clinker production of NSP kiln is not based on kiln firing, but on the viewpoint of strict quality control and management of system engineering. Starting from the system engineering, taking the stable kiln thermal system as the center and ensuring the clinker burning becomes the premise, it is necessary to shorten the residence time of the materials in the kiln and realize the “thin material quick burning”. Exploring the optimal preparation of kiln speed and load rate under high-yield conditions is one of the ways for NSP kiln system to be of high quality, high yield and energy saving. The production capacity of the multi-size NSP kiln listed in Table 2 has reached the advanced level of similar kiln type in foreign countries, and it is also the advanced level that we can achieve through hard work. It puts forward the direction for our future system technical transformation work.
(7) NSP kiln design parameters and energy saving
From the comparison of the above technical schemes, the reasonable selection of kiln design parameters has a direct impact on energy saving, the most influential is the kiln slope, followed by the aspect ratio. The slope is large, the material load rate and material amount in the kiln are reduced, and the operation kiln speed is reduced, which can significantly reduce the operating power consumption of the kiln. The shortening of the length of the kiln directly reduces the weight of the materials in the equipment and the kiln, and also achieves the purpose of reducing the power consumption of the kiln. The kiln type parameters and energy saving for different slope and aspect ratios are compared below (see Table 3). It can be seen from Table 3 that under the premise of ensuring the residence time of the materials in the kiln, the technical scheme of “high inclination and small aspect ratio”, such as slope 4.5% and length to diameter ratio 14, can keep the operating speed of the kiln in the middle. The speed state is 2.9~3.2r/min, and the material load rate in the kiln is maintained in the range of about 6.3%, which can effectively reduce the material volume in the kiln by about 7.9 t, effectively reducing the movement power consumption of the material in the kiln. Compared with the scheme 1 , to achieve energy saving 46.2kwh / h or 1109kwh / D, to achieve a significant effect of energy saving nearly 26.6%, the material movement power per unit clinker dropped to the advanced level of 1.23 kwh / t.cl. Therefore, under the current demand for energy-saving is the top priority of the development of building materials industry, the author further proposed a new energy-saving kiln-type technical solution for the NSP kiln with “high slope and small aspect ratio” for industry experts and colleagues.
In the current domestic new dry kiln decomposition cement clinker production process, technical equipment tends to mature, kiln system production greatly improved, collect some of the latest actual production data, use material kiln residence time, "thin material fast "burning" and the concept of system engineering, re-designing and operating the domestic NSP kiln type and the system transformed into NSP kiln through technology, improving kiln production capacity, "economic output" (power saving) and various production conditions A new exploration of parameters and other aspects, in order to improve understanding, then guide practice, and propose further energy-saving technical solutions, hoping to develop new technology for dry process, technical equipment system in the pursuit of technological progress It plays a certain role.
7. Burner and thermal system The
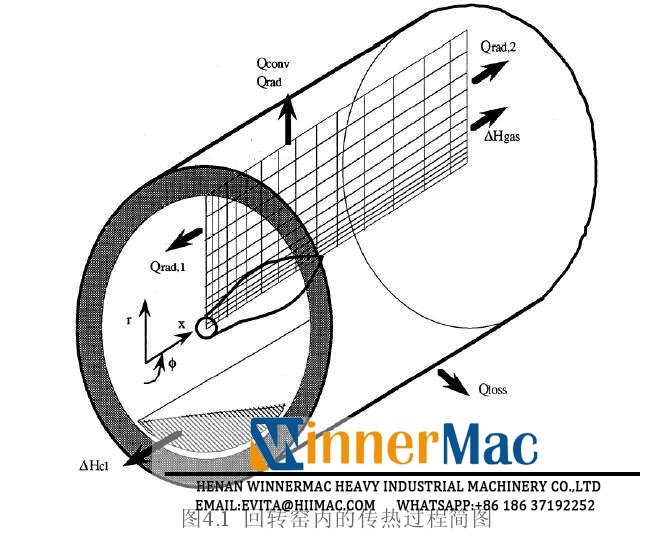
cement firing system consists of three devices: suspension preheating precalcination system, rotary kiln and grate cooler. The preheating unit has high mass transfer heat transfer efficiency due to multi-stage powder suspension heat transfer, especially the high solid-gas ratio external circulation type preheating pre-decomposition system proposed by Academician Xu Delong, which greatly improves the preheating unit. The heat exchange efficiency, so the space to try to reduce the energy consumption of the preheating unit is small. The fourth-generation grate cooler used in the new dry process cement production line can greatly improve clinker heat recovery rate and cooling efficiency. Therefore, the overall bottleneck in reducing the energy consumption of cement firing systems lies in the rotary kiln. Since the material in the rotary kiln is in a stacked state, the heat exchange efficiency between gas-solid and solid-solid in the kiln is relatively low, and the conversion and transfer of matter and energy occurring in the rotary kiln under high temperature heat treatment conditions are studied. Optimizing the operating parameters of the pulverized coal burner is of great significance for improving the heat exchange efficiency in the rotary kiln and reducing the energy consumption of the rotary kiln.
The use of preheater and decomposing furnace has enabled the raw material preheating and calcium carbonate decomposition tasks that were originally required to be completed in the rotary kiln to be transferred to the preheater, shortening the calcination time and greatly shortening the length of the rotary kiln. . At the same time, the heat consumption of cement clinker production is greatly reduced, and the heat load and operating conditions of the cement rotary kiln are greatly improved. This has an epoch-making significance in the development history of the cement industry, and at the same time marks the beginning of the development of the cement industry. In recent years, with the continuous optimization of the structural parameters and operating parameters of the preheater and the decomposition furnace, and new types The emergence of high-efficiency grate coolers, coupled with the introduction and application of four-channel pulverized coal burners, has made the emergence of new dry-process rotary kiln systems characterized by preheating pre-decomposition technology. The rotary kiln is continuously improved in structure, but the substance has not changed. The material in the kiln is still in a stacked state, and the heat exchange efficiency is low, which is inconsistent with the energy conservation and emission reduction policies advocated by the state. In order to improve the mass transfer heat transfer efficiency of the rotary kiln and optimize the operating parameters of the rotary kiln, it is necessary to deeply understand the structural parameters of the rotary kiln, the material movement in the kiln, the gas-solid two-phase motion and the chemical reaction of the materials.
1.2.2 Structure of rotary kiln
The structure of the cement rotary kiln is simple, the appearance: ·········· (Datong Xiaoxiao) The
cement rotary kiln adopts a slanting arrangement with a slope of about 2% - 5%. The cement raw material is from the high end (also called The kiln tail is fed, and the fuel (usually pulverized coal) and the combustion air are injected from the other end (also known as the kiln head). The gas-solid two phases move relative to each other in countercurrent, and carry out heat, momentum and energy transfer and chemical reaction. The kiln body rotation of the whole rotary kiln is driven by the large and small gears by the adjustable speed motor. After the material is fed from the high end of the kiln, it is continuously raised with the rotation of the kiln body, and rolls off at a certain height. The low-end movement of the kiln body
1.2.3 Material movement and chemical reaction in the
rotary kiln (1)
The movement state of the material in the rotary kiln in the rotary kiln affects the heating time of the material in the kiln, the heating area, the material range The uniformity of temperature, so to study the heat and mass transfer process in the rotary kiln, we must have a clear understanding of the movement process of the material in the rotary kiln.
The movement mode of the material in the rotary kiln includes lateral movement and longitudinal movement. The transverse movement means that the solid material particles are lifted on the cross section of the kiln while rotating, and are rolled off at a certain height. The lateral movement strengthens the kiln. The heat transfer and mass transfer of the material is conducive to the heating of the material. The longitudinal movement of the solid material is the movement of the material from the high end of the kiln to the lower end, which is mainly beneficial to the material transfer. According to the movement of the material in the cross section of the rotary kiln, the movement of the solid material particles in the kiln can be divided into three types: slip, rolling and throwing motion (ideally, rolling is the main).
(2) Chemical reaction in thereaction in the
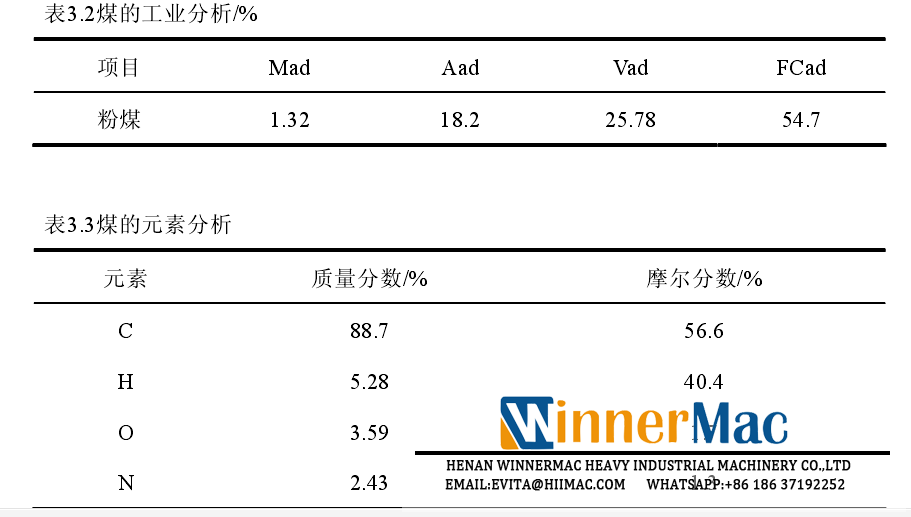
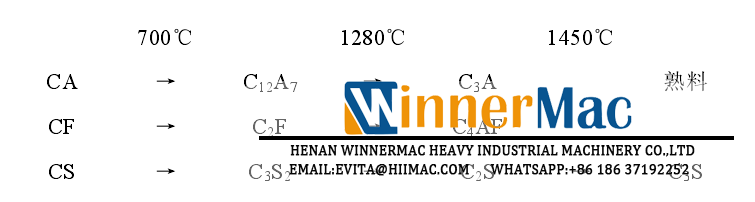
rotary kiln The clinker firingrotary kiln is mainly divided into two stages: pre-firing and firing. The calcination is mainly based on a solid phase reaction, mainly referring to the formation of dicalcium silicate. The firing is a liquid phase reaction, mainly referring to the formation of tricalcium silicate. As the temperature rises, it is converted into a clinker phase in the following manner: In a
narrow sense, the cement clinker firing reaction refers to a liquid solid phase reaction of dicalcium silicate with calcium oxide. Since the main constituent source of cement clinker strength is C 3 S,
the firing process of C 2 S+Ca O → C 3 S plays a crucial role in the entire calcination process. For the CSAF-MgO system, the reaction occurs primarily in the molten liquid phase, which occurs at a temperature of approximately 1550 K (1277 ° C). The mechanism of the sintering reaction can be described as follows: the C 2 S formed by the solid phase reaction and the previously unreacted CaO are dissolved, diffused and reacted in the liquid phase, supersaturated and de-diffused in the liquid phase, and finally passed through Recrystallization forms a new phase C 3 S. The rate of C 3 S formation depends on the amount and viscosity of the liquid phase, the fineness and temperature of the reactants, and the diffusion coefficient of the solid particles in the liquid phase. The material firing includes two processes of solid phase sintering and liquid phase firing.
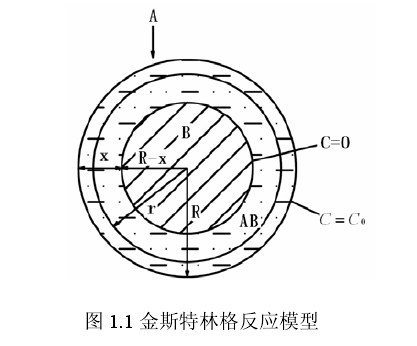
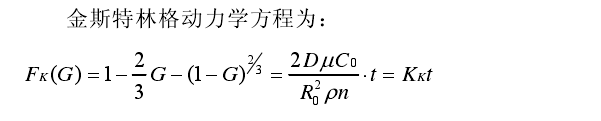
Solid phase sintering adopts the Gold Stirling reaction model, and the dynamic equation of this model can solve the problem of the rate of solid phase reaction, so that the time for generating unit mass of dicalcium silicate can be known.
Schematic diagram of reaction model:
liquid phase firing Dissolution-precipitation mass transfer in the Kingery liquid phase sintering model, the time required to produce a unit mass of tricalcium silicate can be known from this model.
Schematic diagram of the reaction model:
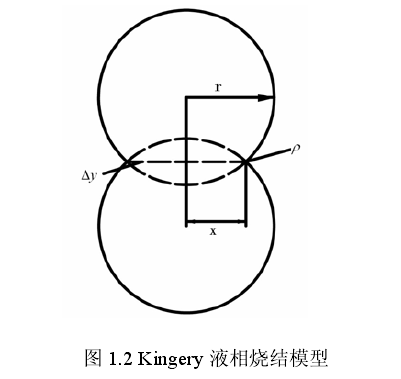
dissolution-precipitation process shrinkage:
1.3 Rotary kiln burner
1.3 .1 Rotary kiln production requirements for burner performance The
flame shape is adjusted according to the ease of material calcination and the working conditions of the kiln. Therefore, the performance requirements of the rotary kiln for the pulverized coal burner must be easy to adjust. The shape of the flame formed by the combustion of pulverized coal should be a suitable shape of a fat and thin rod. Such a flame shape can make the entire firing zone have strong and uniform heat radiation, thereby forming a dense and stable kiln skin in the firing zone, which can produce quality. Uniform and high-quality cement clinker, which prolongs the service life of cement rotary kiln refractory bricks. The
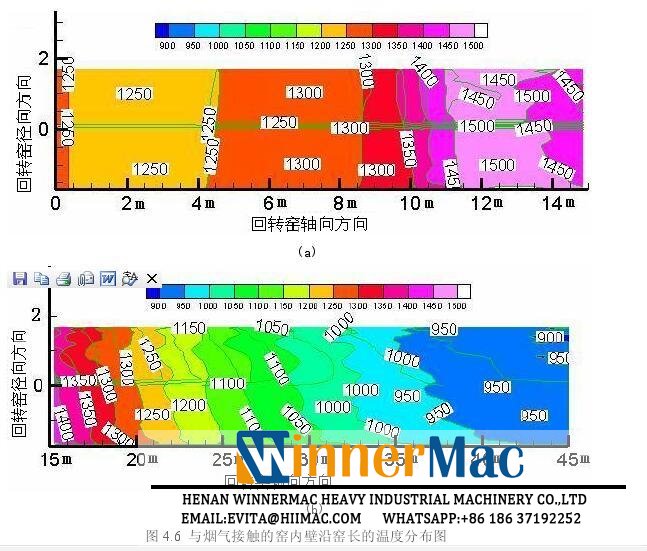
high-temperature heat treatment process includes the conversion and transfer of matter and energy occurring in the rotary kiln, between the gas in the rotary kiln, the material and the inner wall of the kiln. Radiation, convection and conduction, and material motion and chemical reactions. The influence of operating parameters such as air excess coefficient, secondary air temperature, internal and external air volume ratio on the heat transfer process in the kiln, and optimization of operating parameters, so as to obtain the temperature variation law of flue gas, material and kiln inner wall along the kiln length direction In order to understand the temperature distribution in the calcining kiln and the thermal characteristics of the kiln, it can provide a theoretical basis for optimizing the operating parameters of the kiln, and find an effective way to reduce the energy consumption of the rotary kiln.
2.2 The pulverized coal combustion model is
based on pulverized coal and Different oxidant mixing time points divide the pulverized coal combustion model into three types, namely non-premixed combustion model, premixed combustion model and partial premixed combustion.combustion.
Non-premixed combustion, as the name implies, fuel and oxidant have not been burned beforeMixing, this type of combustion is suitable for fuel and oxidant injection from different inlets. In a non-premixed combustion calculation, a uniform mixture concentration is used as an unknown variable, instead of a finite rate chemical reaction model, due to calculations. It is not necessary to calculate the source term that represents the generation or disappearance of the component, so this method is faster than the finite rate chemistry. The reaction model is calculated faster. However, calculations using non-premixed combustion have requirements for the flow field. For example, the flow field must be turbulent. There can be three inlets for non-premixed combustion, one for the fuel inlet and one for the oxidant inlet. , these two inlets must exist, and the optional third inlet as required, and fluid flow through the inlet may be fuel or oxidant may be a fluid which is not involved in any third combustion reaction.
suitable There are three chemical reaction models for non-premixed combustion calculations, namely flame layer approximation model, equilibrium flow calculation model and laminar flow flame model. The flame layer approximation model assumes that the reaction speed of fuel and oxidant is infinite, that is, when fuel and oxidant meet The combustion is completed immediately. The advantage of this model is that the calculation speed is very fast. The disadvantage is that the calculation error will be relatively large. Especially when calculating the local heat, the calculation result is larger than the actual value. The equilibrium flow calculation model is used to solve the gas composition. The concentration field, the solution method is Gibbs free energy minimization, the advantage of this method is The concentration field of the gas component can be accurately obtained without solving the finite-rate chemical reaction model. The laminar flame model first divides the turbulent flame combustion into multiple laminar flow zones, and the real reaction can be adopted in each laminar flow zone. The model then combines these laminar flow zones to obtain the final result. The accuracy of this method is very high. In the non-premixed combustion calculation, the turbulence calculation uses the time-averaged NS equation, and the probability density function PDF is used to characterize the turbulence. Coherent process with chemical reaction Calculate the chemical properties of the reactants in the combustion calculation process. After calculation, save it in PDF format, FLUENT can call the data at any time when calculating non-premixed combustion.
Premixed combustion means before burning The fuel and oxidant have been fully mixed for combustion. The flame propagation speed depends on two aspects, one is the laminar flame propagation speed, and the other is the coherence of turbulent flow to the laminar flame. In premixed combustion, the flame zone can be clearly distinguished. The reaction reactant and the product after combustion are burning. The
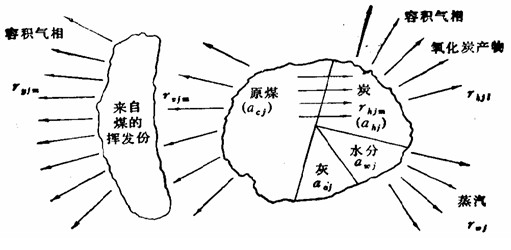
coal particle combustion process is a very complicated gas-solid two-phase flow. The process of co-existing with pulverized coal combustion includes preheating, volatility precipitation, volatile combustion and coke combustion.
Coal particle reaction process:
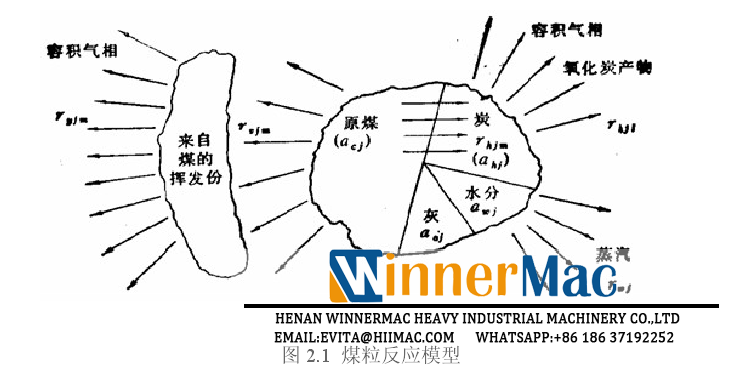
The time required for carbon particle depletion is an important part of the coal reaction process, which can be as short as 30ms and longer than 1h. Carbon heterogeneous reaction process is subject to change and reaction of coal structure. The influence of various reaction variables such as the diffusion of the reactants, the reaction of the reactants and the size of the coal particles is very difficult.
For the oxidation reaction of the pyrolytic carbon, the oxidant is O2, and the specific reaction rate Rp O can be regarded as one. A heterogeneous reaction whose reaction formula can be expressed as: Rpo = ρ og / [(1 / km) + ( 1 / kr)]
Rpo is the specific reaction rate based on the external surface area (g/m2s);
ρ og is the concentration of the oxidant gas volume (g / m3);
km oxidant to the coal particles and the mass transfer coefficient (m /
s);.kr is the reaction rate coefficient of oxygen and coke (m / s)
1, adjusting the flame stubby : Increasing the area and angle of the swirling wind, the flame becomes thicker, and at the same time increases the wind speed of the outer shaft wind, ensuring that the outer shaft wind wind wraps the flame shape, that is, reduces the wind output area of the outer shaft wind, and improves the outer shaft wind. Wind speed and wind pressure.
The scale is intuitively judged: the number of the swirling wind scale becomes larger, and the number of the outer shaft wind scale becomes smaller.
2, the adjustment of the flame slender: reduce the area and angle of the swirling wind, the flame is thinner, and at the same time reduce the wind speed of the outer axial wind, to ensure that the outer shaft wind wind wraps the flame shape, that is, increases the wind of the outer shaft wind Area, reducing the wind speed and wind pressure of the outer shaft wind.
The scale is intuitively judged: the number of the swirling wind scale becomes smaller, and the number of the outer shaft wind gauge becomes larger.








3.1 Establishment of mathematical model of
3.1.1 Hypothetical conditions The
pulverized coal combustion in rotary kilnmathematical model of pulverized coal combustion in rotary kiln includes turbulent flow of flue gas, gas combustion and radiation. Two assumptions are used here: one is that the flue gas flows to a steady state condition and the pressure in the kiln is constant; the other is that the flue gas is treated as an incompressible stream.
3.1.2 Physical model and meshing
The prototype size of the rotary kiln is ф 4 × 60m. After removing the thickness of the combustion zone lining and the kiln skin, the effective inner diameter is ф 3.4m. Considering that the pulverized coal combustion in the rotary kiln is mainly carried out in the combustion zone within 20m near the burner, in order to reduce the calculation workload and improve the calculation efficiency, the calculation area is taken as 20m, including the continuous from the kiln head to the end of the firing zone. region.
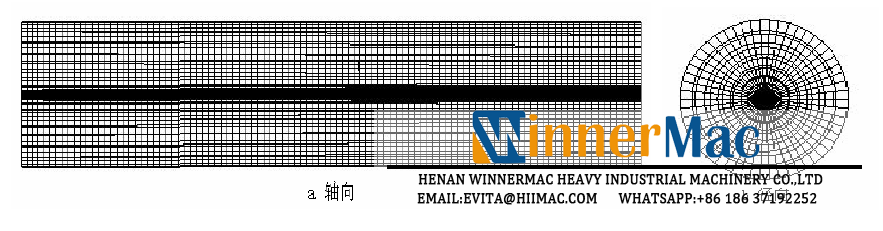
The above-mentioned rotary kiln solid model is meshed by using the more advanced volumetric grid structure and structured non-uniform grid technology. Considering the strong jet motion and turbulence in front of the burner, the partial mesh is densely divided. To reduce the computational load, other computational regions are relatively sparse. The rotary kiln solid model has a total of 145,158 calculation units. The
gridded rotary kiln numerical model:
Based on the four-channel pulverized coal burner, it has been widely used in the new dry process cement production line. This paper also selects a four-channel pulverized coal burner. Calculation. The structure of the four-channel pulverized coal burner is shown in the figure. The selected calculation area is shown in Figure
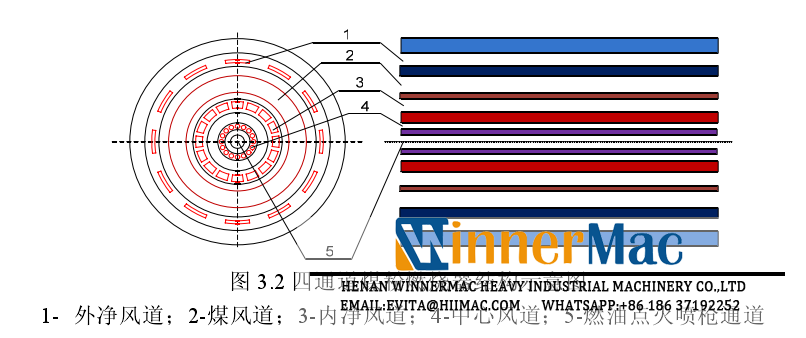

3.1.3. The mathematical model used
(1) The turbulent model The
gas flow in the rotary kiln is a complex turbulent flow. Since the standard k −ε model has good stability and economy, and the calculation accuracy is also high, the standard k −ε model is used to calculate the gas flow in the kiln and the jet motion of the pulverized coal.
(2) Coal combustion model
Pulverized coal is fed by a four-channel pulverized coal burner. The pulverized coal and high-temperature air are mixed after entering the kiln. The combustion characteristics are in accordance with the non-premixed combustion model. Therefore, the gas combustion model of coal powder is non- The premixed combustion model.
The flow of pulverized coal is simulated by a discrete phase model, which can predict the trajectory of a single coal particle. The trajectory of the discrete term and the gas phase continuous equation alternately calculate the heat and momentum between the coal particles and the gas. And the transmission of mass.
(3) Radiation model
Because the radiation heat transfer in the rotary kiln is mainly between the gas and the particle, the P1 radiation model has a better effect on calculating the radiation heat transfer between the gas and the particle, so this topic selects The P1 radiation model is used to solve the radiative heat transfer between gas and particles. When using the FLUENT software for calculations, there is good coupling between the models. Firstly, based on the turbulent movement of gas and pulverized coal, a non-premixed combustion model is introduced to calculate the combustion of pulverized coal, and at the same time, the radiant heat exchange between the gas and the pulverized coal particles is calculated.
3.1.4 Initial conditions and boundary conditions for solution The
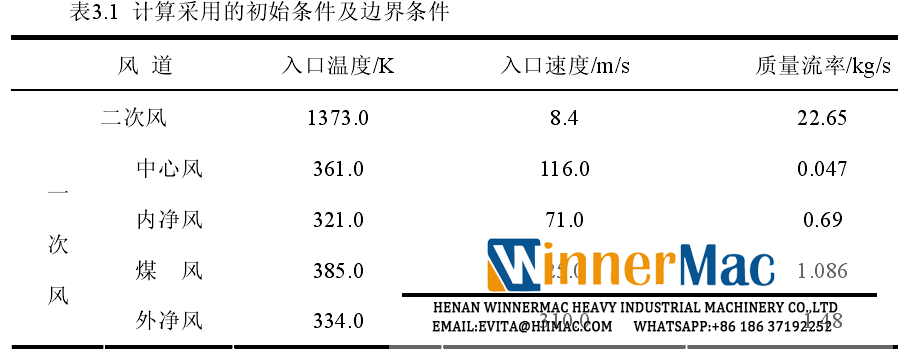
secondary wind, coal wind and internal net air inlets adopt wind speed boundary conditions, and the kiln speed is directly set according to the measured parameter range. The central wind and external net air outlet speed of the burner Large, compressible flow, imported quality boundary conditions, directly set the mass flow rate into the kiln. The outlet uses pressure boundary conditions, and the outlet pressure is set to -70Pa. For the near wall and gas-solid interface, the wall function is used along the flow direction of the flue gas.
The various initial conditions and boundary conditions selected for the calculation are shown in the table:
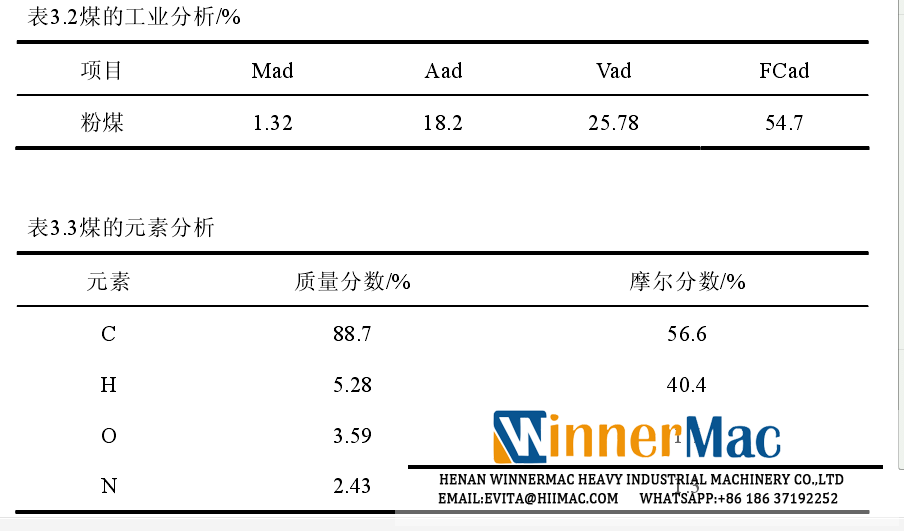
coal calorific value (DAF) of 25.27MJ / kg, the heat value of 1000J / (kg · K) with a density of 1.01kg/m3. Primary and secondary air are clean air and consist of 21% oxygen and 79% nitrogen.
3.1.5 Numerical model solution method The
gas flow in the cement clinker kiln is a complex swirling flow. The swirl angle of the four-channel pulverized coal burner used in this subject is 15 degrees, which is a weak swirl. Clinker kiln pass The mathematical model of heat mass transfer combines multiple models of gas flow, pulverized coal combustion, heat transfer, mass transfer, etc., and the time required for numerical simulation of engineering objects is longer, and convergence is more difficult. To speed up the convergence of iterations, reduce Calculate the time and obtain higher calculation accuracy. Using the modified speed-pressure coupling algorithm and the hybrid difference format, the turbulence model performs the radiation calculation every 100 times.
In addition, the pulverized coal particle transport model constitutes the outer loop of the flow calculation in the solution program. To ensure the reverse coupling convergence from the particle to the fluid, the number of outer loops should be set to a larger value, which is taken as 10 in this calculation. The particle size distribution of the particles is selected by the Rossin Rallunler distribution. If the iterative divergence is caused by the excessive variation of the coefficient and source term values of the difference equations with the change of parameters during the iterative process, this situation can be solved by the under-relaxation factor. The relaxation factor has a variety of adjustment effects in the solution process, but there is a corresponding optimal under-relaxation factor for different problems. If the under-relaxation factor is too large or too small, the convergence rate will be reduced. If the under-relaxation factor is too high This will cause the values of the points in the iteration to oscillate. This instability will reduce the speed of convergence. In severe cases, it will cause rapid divergence. If the under-relaxation factor is chosen too small, the probability of non-convergence will be reduced, but the convergence rate will also be reduced. Will slow down. In this topic, different under-relaxation factors are used for different parameters. In the initial stage of calculation, in order to obtain a better initial field and achieve pulverized coal ignition, it is preferred to use a smaller under-relaxation factor. In order to reduce the calculation time and speed up the convergence, after obtaining the initial velocity flow field and temperature field, Use a large under-relaxation factor. The processing of meshing and the number of meshes have a great influence on the accuracy and convergence of numerical calculations. Too small number of meshes will greatly reduce the accuracy of calculation and even lead to divergence. However, the number of grids is too large, which will take up a lot of memory of the computer and greatly increase the calculation time. In this calculation, a structured non-uniform grid is used, and the vicinity of the nozzle is complicated for the gas flow and the gradient of the variable variation. In other parts where the division of the grid is dense, and the gradient of the variable changes is small, the mesh is sparse. In the process of solving the simulation calculation, even if these methods are mastered, many other problems will occur, and it is still necessary to observe the convergence of the calculation. adjusted as needed at any time in order to obtain a high accuracy analog values and convergence.
3.1.6 simulation results Analysis of
this paper, the production line with the specifications Found thermal calibration parameters are calculated as the initial parameters. The effects of air excess coefficient, internal and external air volume ratio and secondary air temperature on temperature distribution in the kiln were studied.
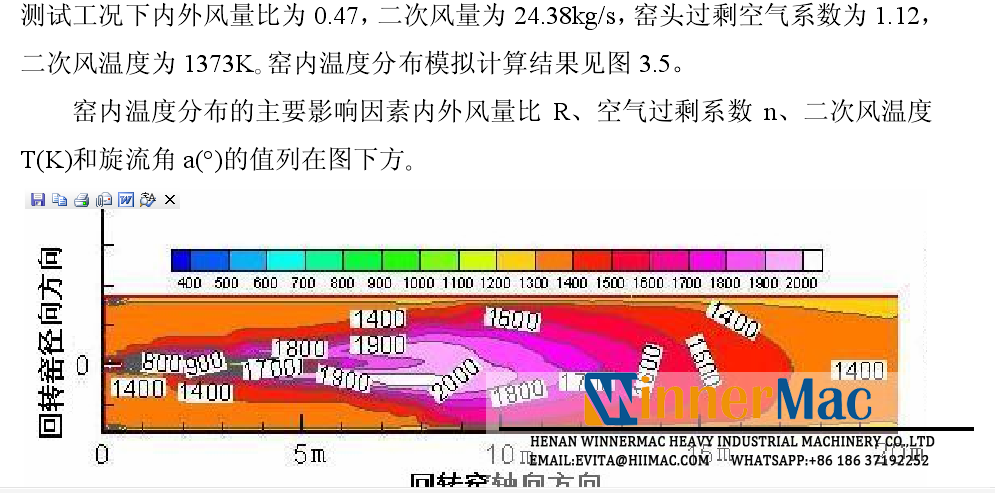
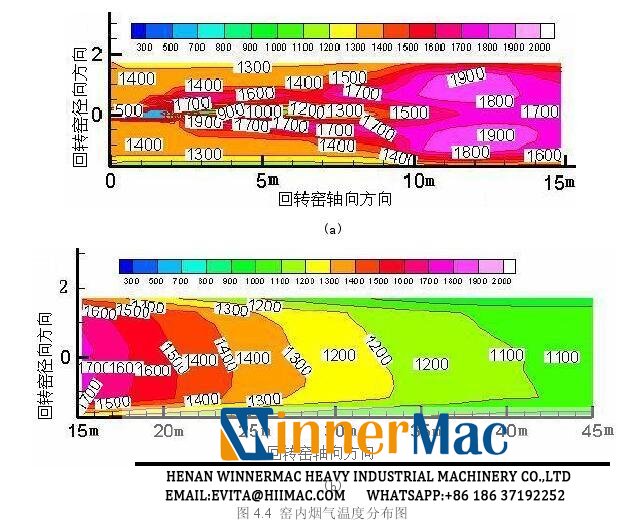
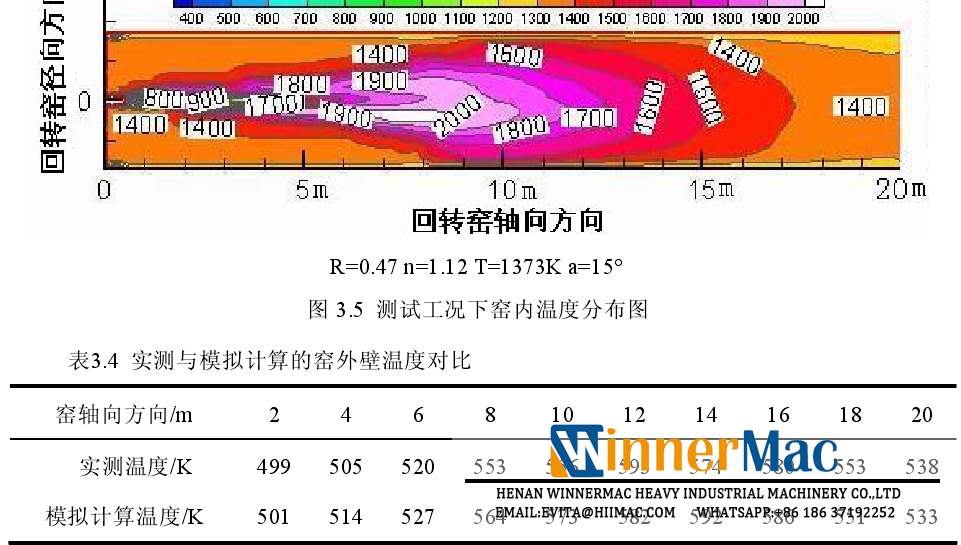
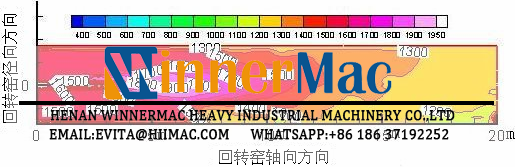
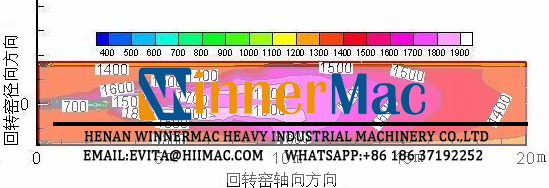
Under the test conditions, the ratio of internal and external air volume is 0.47, the secondary air volume is 24.38kg/s, the excess air coefficient of the kiln head is 1.12, and the secondary air temperature is 1373K. The simulation results of the temperature distribution in the kiln are shown in the figure.
The main influencing factors of temperature distribution in the kiln are the values of the internal and external air volume ratio R, the air excess coefficient n, the secondary air temperature T(K) and the swirl angle a(°). Below the
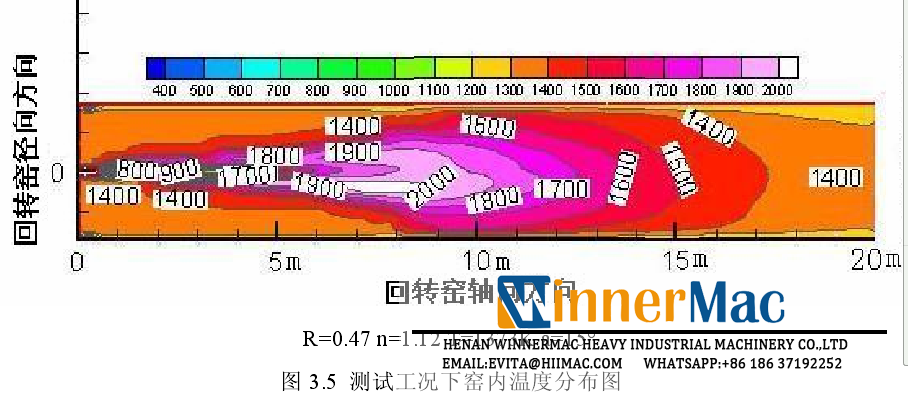
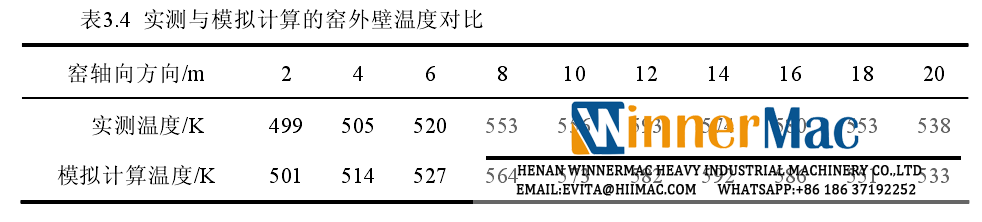
figure, it can be seen from Fig. 3.5 that the flame shape It is a rod-shaped shape that fluctuates outward, which is consistent with the actual flame shape known from engineering experience. Table 3.4 is the kiln outer wall temperature calculated by the simulation calculation of the kiln inner wall temperature and the kiln outer wall temperature measured by thermal calibration. The comparison shows that the values of the kiln are basically consistent. It can be seen that the calculation of the selected model is reliable, and also ensures the accuracy of the numerical simulation calculation method. As indicated in Figure 3.5, the pulverized coal burns at a high temperature in a narrow and short area far from the burner nozzle. The temperature of the flue gas near the nozzle is relatively low, and the black flame head is long, which makes the actual firing zone shorter. When the cooling zone is extended, the preheating decomposition zone is also shortened accordingly. The temperature distribution in the kiln will reduce the effective heat transfer area of the kiln, and thus cannot meet the temperature requirements required for cement sintering. At the same time, due to the small temperature range, the coal powder pole Inflammable incomplete combustion, the coal particles that are burned in the future may be burned in the material, or brought out by the material, and some may even be carried out of the kiln by the flue gas, causing large mechanical loss and chemical incomplete combustion heat loss, even Accidents such as crusts, burnt linings and kiln walls have occurred. The results of on-site thermal testing of rotary kiln also prove this.
3.2.1 Excess air ratio n Effect on combustion process
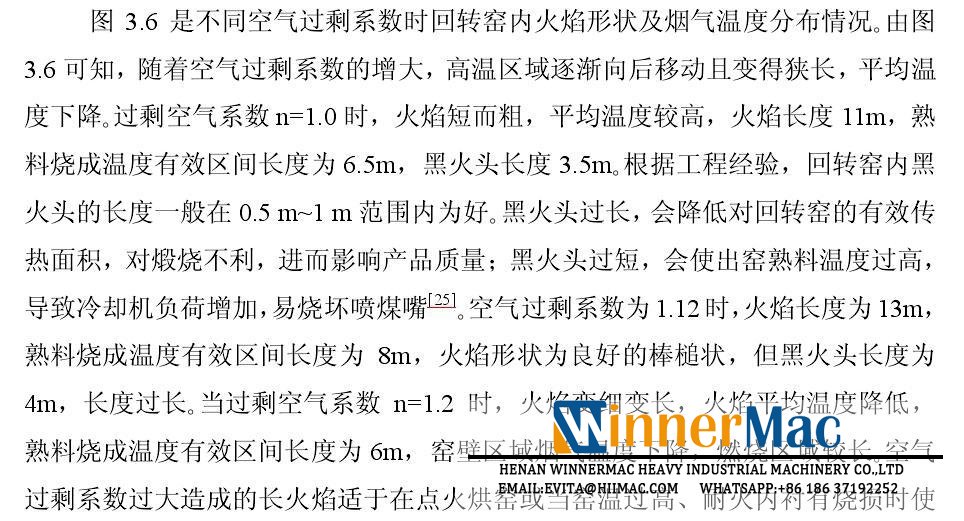
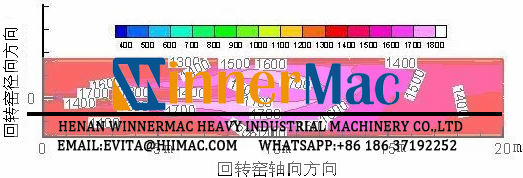
Among the main operating parameters of the burner, the kiln The head air excess coefficient has an important influence on the shape of the flame in the kiln and the temperature distribution of the flue gas, and also relates to the performance of the burner. Therefore, the flame excess shape is improved by adjusting the air excess coefficient n. And flue gas temperature distribution. At R=0.47, T=1373K, a=15 °, the flame shape and smoke temperature distribution in the kiln when the air excess coefficient changes from 1.0 to 1.2, the calculation results are shown in Figure 3.6.
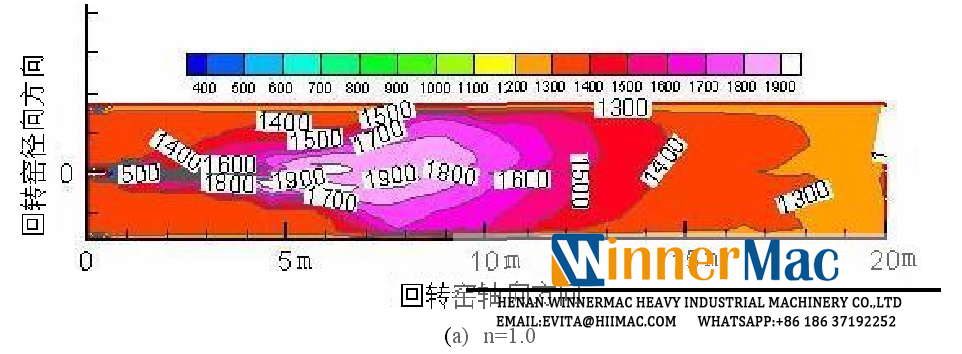
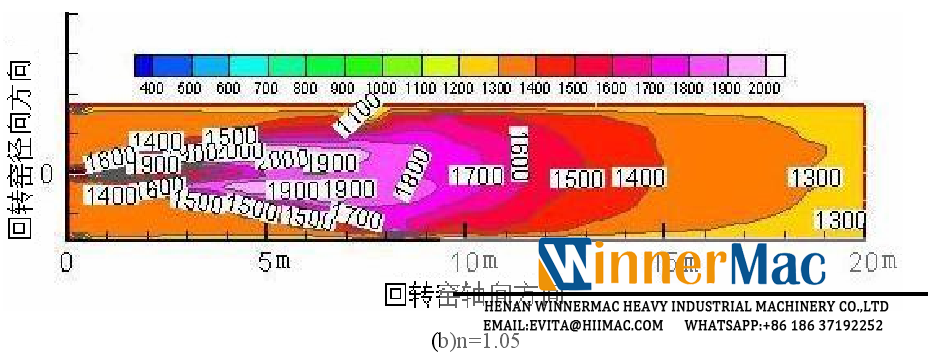
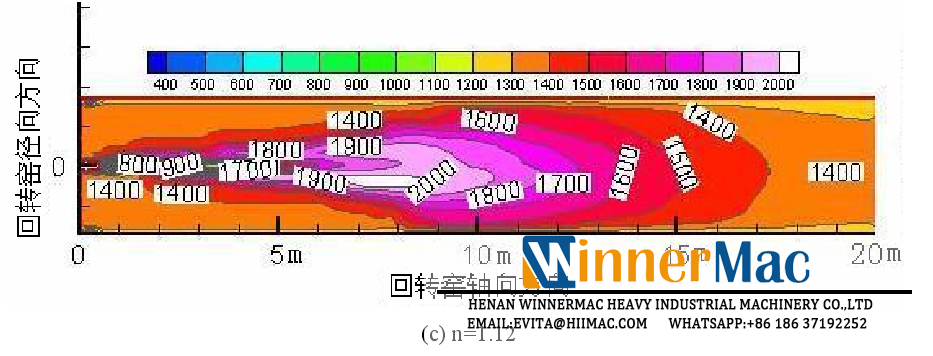
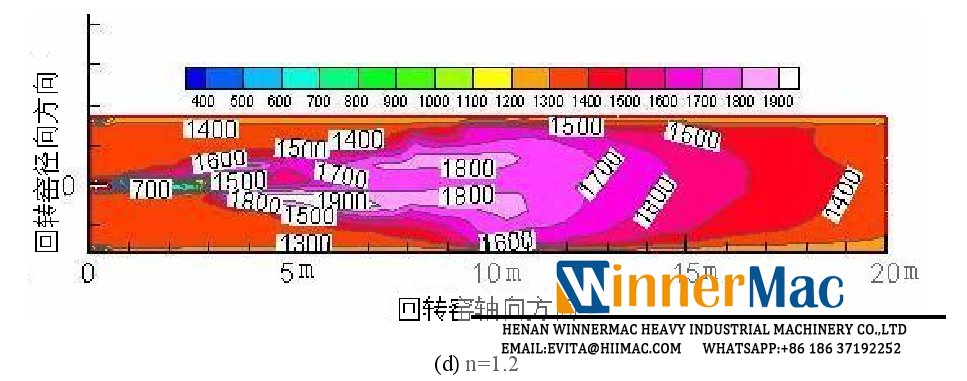
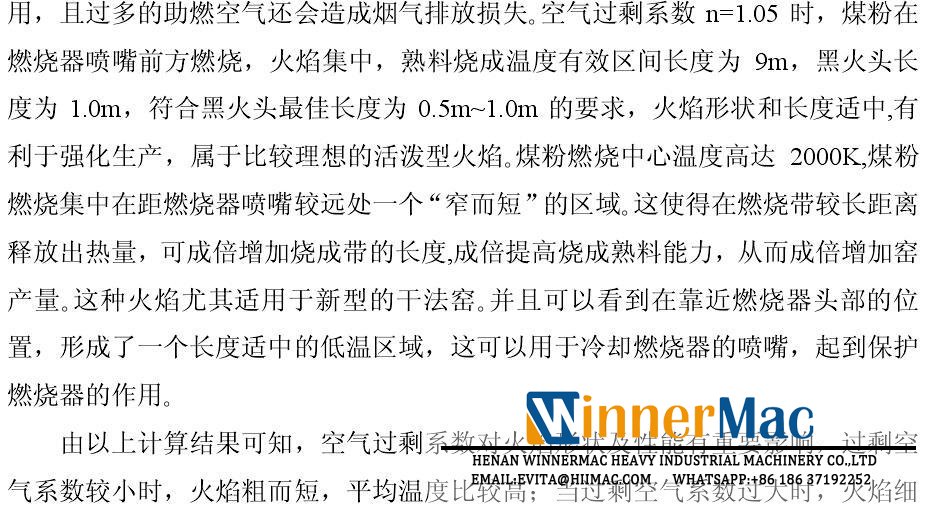
Figure 3.6 is different air excess The flame shape and the temperature distribution of the flue gas in the rotary kiln are shown in Fig. 3.6. As the air excess coefficient increases, the high temperature region gradually moves backward and becomes narrow, and the average temperature decreases. When the excess air coefficient is n=1.0 The flame is short and thick, the average temperature is higher, the flame length is 11m, the length of the clinker firing temperature is 6.5m, and the length of the black fire head is 3.5m. According to engineering experience, the length of the black fire head in the rotary kiln is generally 0.5 m - 1 The range of m is good. If the black fire head is too long, it will reduce the effective heat transfer area to the rotary kiln, which is unfavorable for calcination, which will affect the product quality. If the black fire head is too short, the temperature of the kiln clinker will be too high, resulting in the load of the cooler. Increase, easy to burn the coal nozzle. When the air excess coefficient is 1.12, the flame length is 13m, the clinker firing temperature effective interval length is 8m, the flame shape is good rod shape, but the black fire head length 4m, the length is too long. When the excess air ratio n=1.2, the flame becomes thinner and longer, the average flame temperature decreases, the length of the clinker firing temperature is 6m, the flue gas temperature in the kiln wall area decreases, and the burning area is longer. The long flame caused by excessive air excess coefficient is suitable for use in ignition ovens or when the kiln temperature is too high and the refractory lining is burnt, and too much combustion air will cause smoke emission loss. Air excess coefficient n When =1.05, the pulverized coal is burned in front of the burner nozzle, the flame is concentrated, the length of the clinker firing temperature is 9m, and the length of the black fire head is 1.0m, which meets the requirements of the best length of the black fire head of 0.5m - 1.0m. The shape and length are moderate, which is beneficial to strengthen production. It is an ideal active flame. The pulverized coal combustion center temperature is up to 2000K. The pulverized coal combustion is concentrated in a “narrow and short” area far from the burner nozzle. The release of heat over a longer distance doubles the length of the firing zone and doubles the ability to burn the mature material, thereby multiplying the kiln output. This flame is especially suitable for new dry kiln. And it can be seen that at a position close to the burner head, a moderately low temperature region is formed, which can be used to cool the nozzle of the burner to protect the burner.
From the above calculation results, the air excess coefficient pair The flame shape and performance have an important influence. When the excess air ratio is small, the flame is thick and short, and the average temperature is relatively high. When the excess air coefficient is too large, the flame is thin and long, the average flame temperature is lowered, the combustion area becomes long, and too much The combustion air also delays the burning time of the pulverized coal, which is the main reason for the lower temperature of the flue gas near the nozzle and the longer black flame. The figure shows that the optimal air excess coefficient is 1.05, which can be in the proper range according to the kiln condition. the adjustment.
3.2.2 and outside air ratio R of the combustion process
in the actual production process, it is often adjusted by the adjusting flame shape, an outer air flow method. so now study different, than when the wind outside the kiln flame shape The variation law of the temperature distribution of the flue gas. Determine the air excess coefficient n=1.05. Under the condition of a=15 ° and T=1373K, the R value is from 0.37. When inside and outside air ratio distribution kiln flue temperature changes in the range of 0.8 to compare different. Simulation results shown in Figure 3.8.
External changes in the air volume will cause a change in the air volume, by adjusting the amount of secondary air to ensure that the excess air ratio of 1.05 。
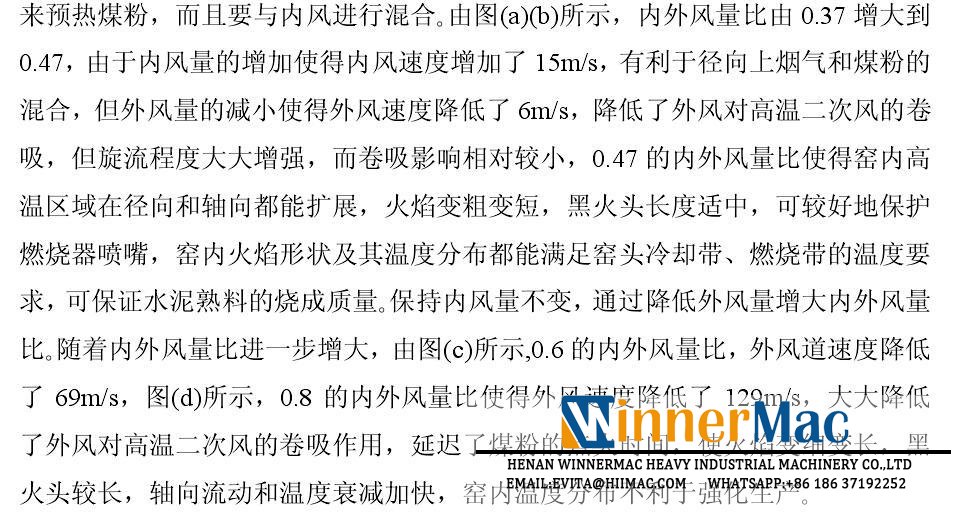
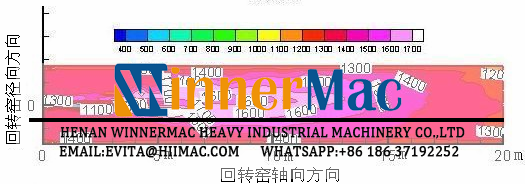
Figure 3.7 shows the temperature distribution in the kiln with different internal and external air volume ratios. Although the proportion of swirling internal wind is small, the swirling intensity is not large, but the ignition after the pulverized coal is sprayed not only by the external wind but also by the high temperature secondary air. Entrainment to preheat the pulverized coal and mix it with the internal air. As shown in Figure (a)(b), the ratio of inside and outside air volume increases from 0.37 to 0.47, and the internal wind speed increases by 15m due to the increase of internal air volume. /s is conducive to the mixing of flue gas and pulverized coal in the radial direction, but the decrease of the external air volume reduces the external wind speed by 6m/s, which reduces the entrainment of the external wind to the high temperature secondary air, but the degree of swirl is greatly enhanced. The entrainment effect is relatively small, and the ratio of internal and external air volume of 0.47 makes the high temperature region in the kiln expand in both radial and axial directions, the flame becomes thicker and shorter, and the length of the black fire head is moderate, which can better protect the burner nozzle and kiln. The shape of the inner flame and its temperature distribution can meet the temperature requirements of the kiln head cooling zone and the combustion zone, and can guarantee the burning quality of the cement clinker. Keep the internal air volume unchanged, and increase the internal and external air volume ratio by reducing the external air volume. The air volume ratio is further increased by the figure (c ), the ratio of inside and outside air volume of 0.6 is reduced by 69m/s. As shown in Figure (d), the ratio of inside and outside air volume of 0.8 is reduced by 129m/s, which greatly reduces the external wind to high temperature. The entrainment of the secondary wind delays the ignition time of the pulverized coal, making the flame become thinner and longer, the black burner is longer, the axial flow and temperature decay are accelerated, and the temperature distribution in the kiln is not conducive to strengthening production. The shape and temperature distribution requirements select different internal and external air volume ratios. Generally, the ratio of internal and external air volume should not be too small or too large. According to the simulation calculation results, the optimal internal and external air volume ratio of the four-channel pulverized coal burner used in this project is 0.47. According to the working condition of the kiln, the ratio of the internal and external air volume ratio can be adjusted around 0.47.
3.2.3 Effect of secondary air temperature T on the combustion process
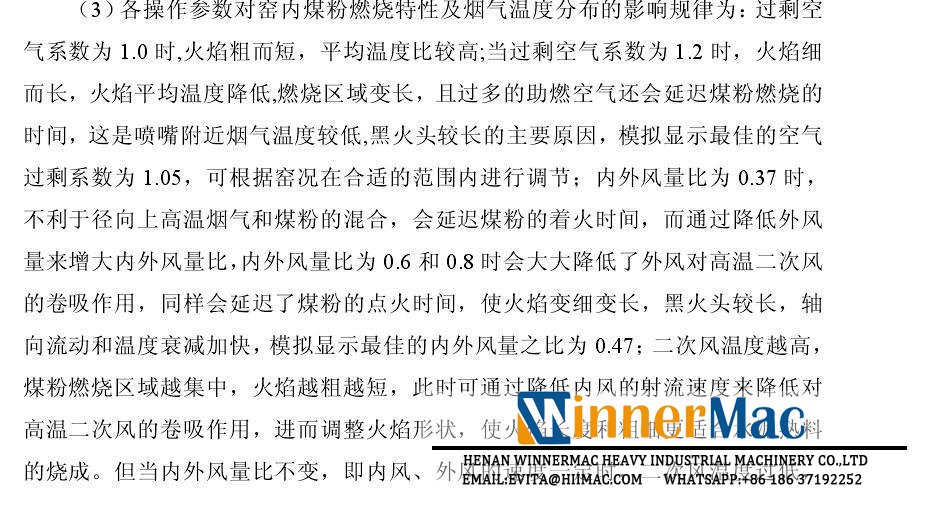
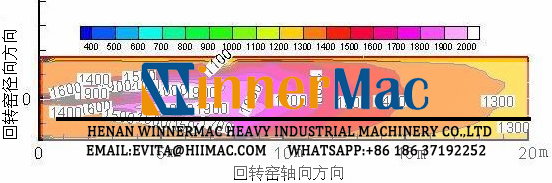
In the main operating parameters of the rotary kiln, the secondary air acts to preheat the pulverized coal and cause the pulverized coal to ignite, so the temperature of the secondary air burns the pulverized coal. It has an important role. When determining R=0.47, R=1.05, a=15 °, and changing the temperature of the secondary air from 1000K to 1550K, compare the flame shape and the temperature distribution of the flue gas in the kiln. 3.8
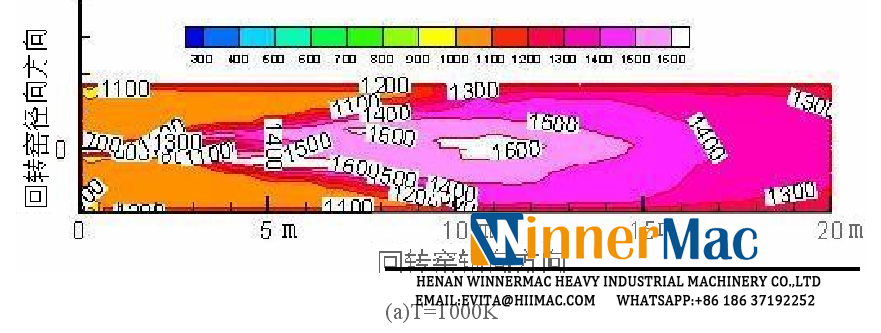
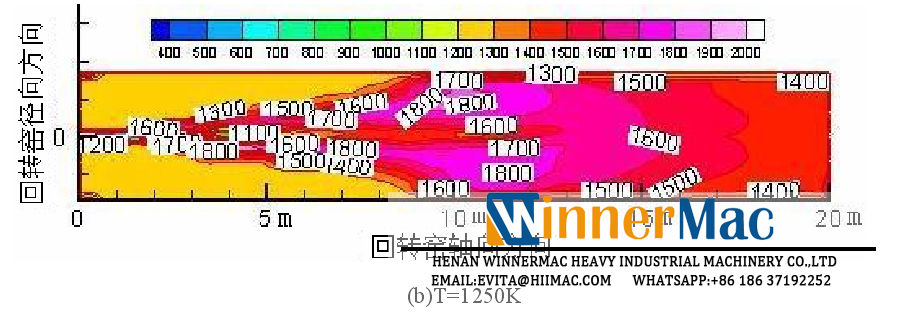
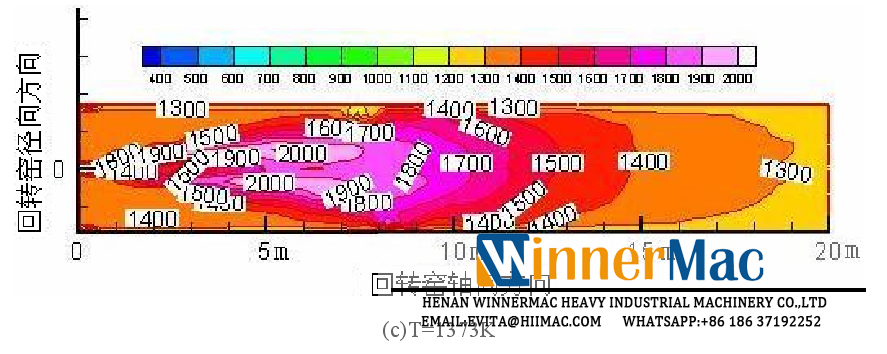
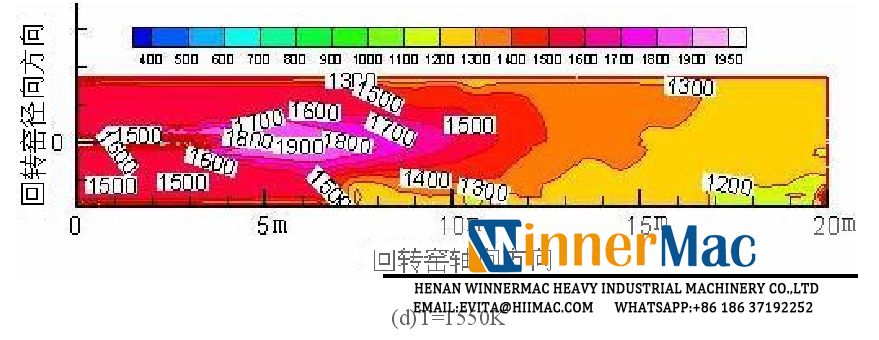
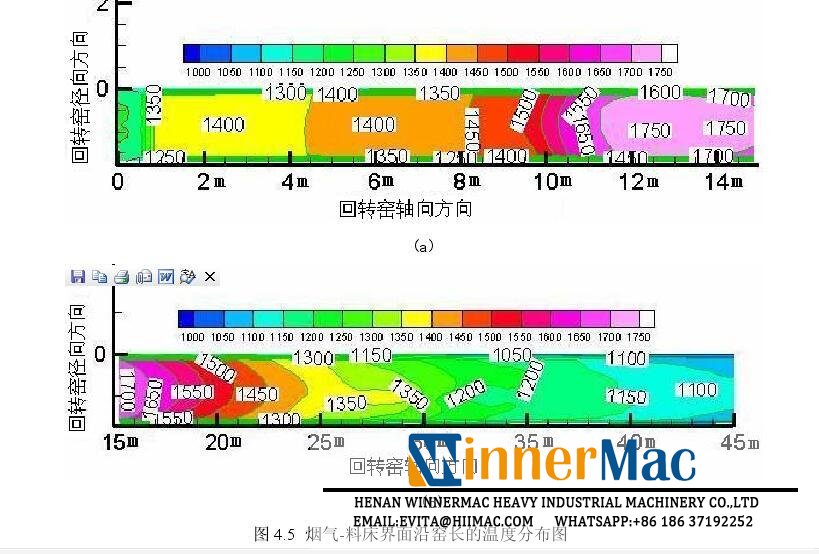
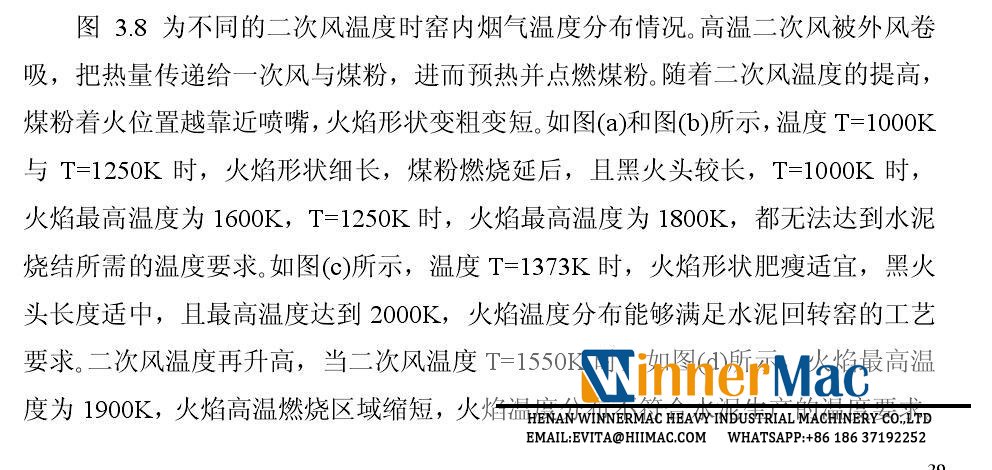
Figure 3.8 shows the temperature distribution of the flue gas in the kiln at different secondary air temperatures. The high temperature secondary air is sucked by the outside wind, transferring heat to the primary wind and coal powder, and then preheating and igniting the coal powder. When the temperature of the secondary air is raised, the position of the pulverized coal is closer to the nozzle, and the shape of the flame becomes thicker and shorter. As shown in (a) and (b), when the temperature is T=1000K and T=1250K, the shape of the flame is slender. The pulverized coal combustion is delayed, and the black fire head is long. When T=1000K, the maximum flame temperature is 1600K, and the maximum flame temperature is 1800K when T=1250K, which can not meet the temperature requirements for cement sintering. As shown, when the temperature is T=1373K, the shape of the flame is fat and thin, black fire The length is moderate, and the maximum temperature reaches 2000K. The flame temperature distribution can meet the technical requirements of the cement rotary kiln. The secondary air temperature rises again. When the secondary air temperature T=1550K, as shown in Figure (d), the flame is the highest. The temperature is 1900K, the flame high temperature combustion area is shortened, and the flame temperature distribution does not meet the temperature requirement of cement production.
Therefore, when the ratio of internal and external air volume is constant, the secondary air temperature is too high or too low, according to the simulation calculation, the secondary air temperature It should be taken 1373K. Compared with the working conditions, the operating parameter after optimization is that the air excess coefficient is adjusted from 1.12 to 1.05, and the ratio of the secondary air temperature to the internal and external air volume is unchanged. After the optimization of operating parameters, the length of the black fire head is moderate, the shape of the flame is suitable and thin, and the high temperature region of the flame is concentrated, which greatly improves the effective heat transfer area of the kiln, which is beneficial to the enhanced production of clinker and ensures the quality of clinker firing.
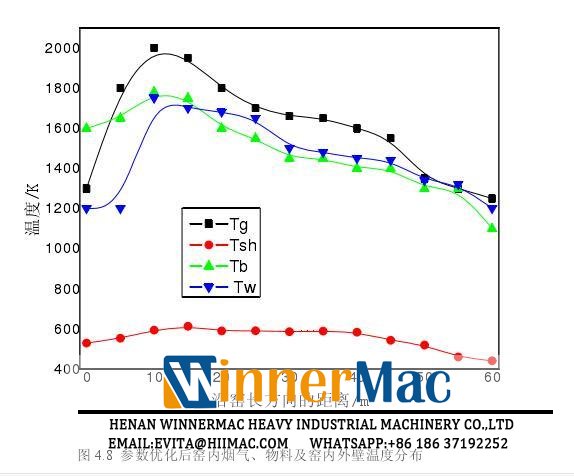
3.2.4 Temperature field, velocity field and concentration fieldkiln after optimization of operating parameters For
in thethe rotary kiln of the same specification and the four-channel pulverized coal burner used in this project, the ratio of the best internal and external air volume is about 0.47. The excess air coefficient of the firing zone is 1.05, and the secondary air temperature is 1373K. At this time, the fuel coal powder can be fully burned, and the temperature distribution in the kiln can also meet the needs of cement clinker firing.
(1) Temperature field
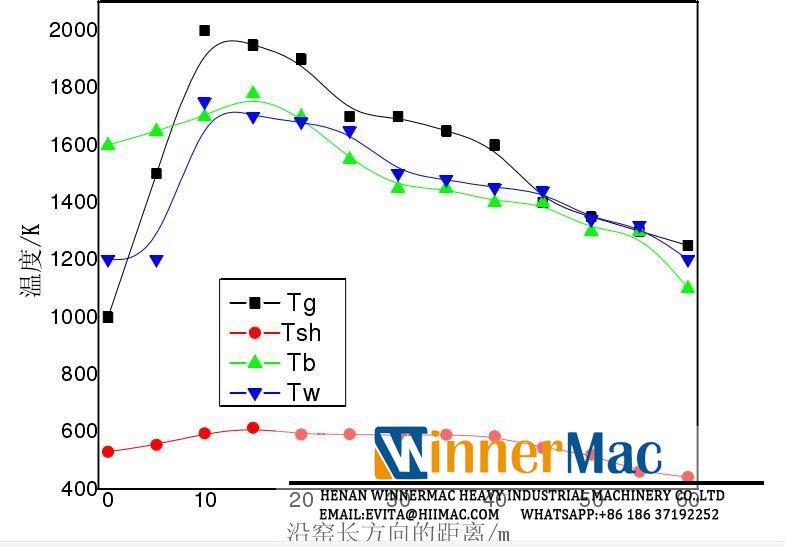
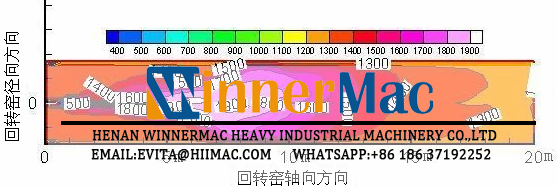
operating parameters The axial temperature distribution in the optimized rotary kiln is shown in Figure 3.9. The temperature distribution on different cross sections is shown in Figure 3.10.

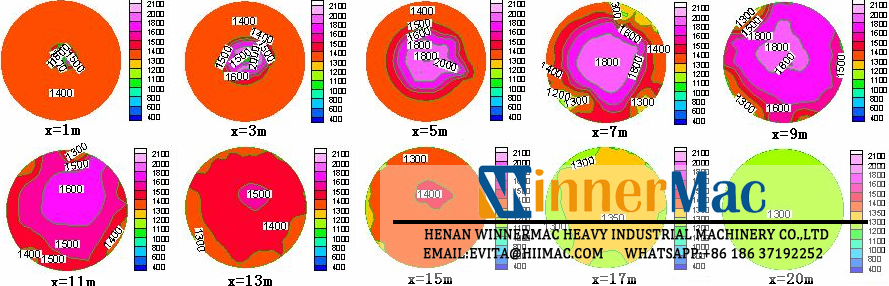
Cross-section temperature distribution
diagram 3.9 is the axial temperature distribution diagram of the rotary kiln after optimization of the operating parameters. Figure 3.10 shows the temperature cloud diagram of different cross-sections in the kiln after parameter optimization. It can be seen from Figure 3.9 that the flame formed by the combustion of pulverized coal in the kiln is an ideal active flame. The shape of the flame is suitable for thin and thin, and the high temperature region is concentrated. Such flame shape and temperature distribution are in accordance with the process requirements of cement clinker firing. It can be seen from Fig. 3.10 that the flame in each cross section of the kiln is approximately circular, and the flame is thin and fit to the section of the kiln wall, and can evenly cover the entire kiln section. There is a certain gap between the flame profile and the kiln skin. This kind of flame is favorable for the burning quality of the clinker and the combustion efficiency of the pulverized coal. The high temperature region of the flame is concentrated in the burning position of the cement clinker, which satisfies the burning of the cement clinker. The high temperature requirements of the belt.
(2) The velocity field
velocity field can show the kinetic characteristics of pulverized coal and flue gas, and is used to judge the combustion of pulverized coal. The axial flow velocity of the flue gas in the kiln after parameter optimization is shown in Figure 3.11, and the velocity of the cross section is shown in Figure 3.12.
(a) z=0 plane velocity vector diagram
(b) partial enlargement of zone 1

(c) partial enlargement of zone 2
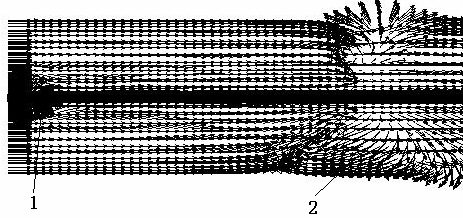
Figure 3.11 kiln head velocity vectorat center longitudinal section z=0
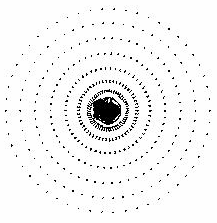
diagramFigure 3.12 x=1 sectionvelocity vector
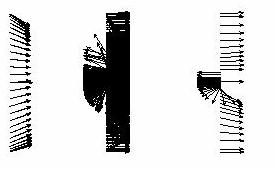
The kiln head velocity vector at the center longitudinal section z=0 in the kiln after optimization of theparameters is shown in Figure 3.11. The x=1 section velocity vector is shown in Figure 3.12. It can be seen from Fig. 3.11(a) that the overall velocity field distribution pattern of the rotary kiln changes from "double peak" type to "single peak" type. The difference in speed between the primary and secondary winds results in a strong entrainment of the secondary wind near the burner nozzle, as shown in Figure 3.12. In addition, due to the centrifugal force caused by the swirling wind of the burner, an internal recirculation zone is formed near the nozzle. As shown in Figure 3.11(b), the internal recirculation zone can stabilize the flame shape on the one hand, and provide a mixture of fuel and air on the other hand. time. Since the speed difference between the secondary air and the primary air is too large, an external recirculation zone is formed near the kiln wall away from the burner, as shown in Figure 3.11(c). The outer recirculation zone protects the kiln skin from high temperature airflow and thus protects the kiln wall.
(3)concentration field is shown
The molar concentration distribution of O2, CO and CO2 along the kiln length direction of thein Figure 3.13, which shows the characteristics of pulverized coal combustion.
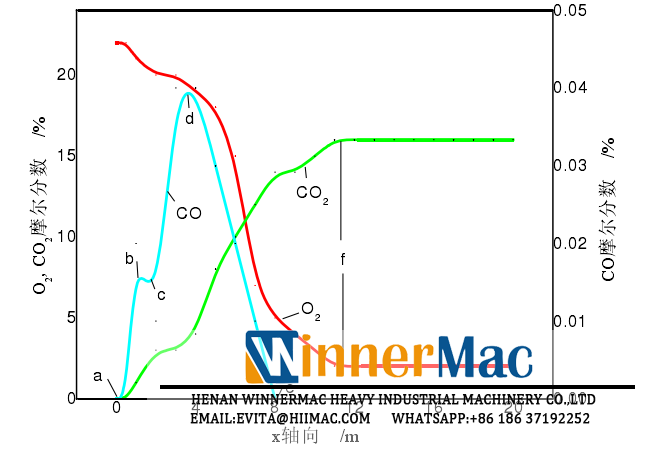
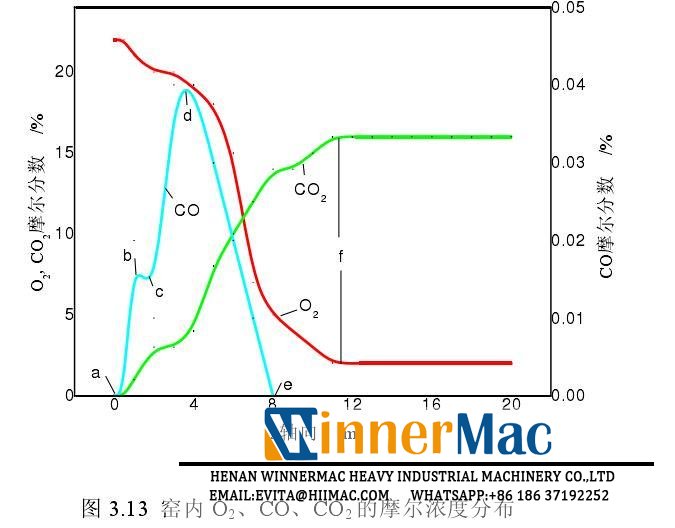
Figure 3.13 Molar concentration distribution
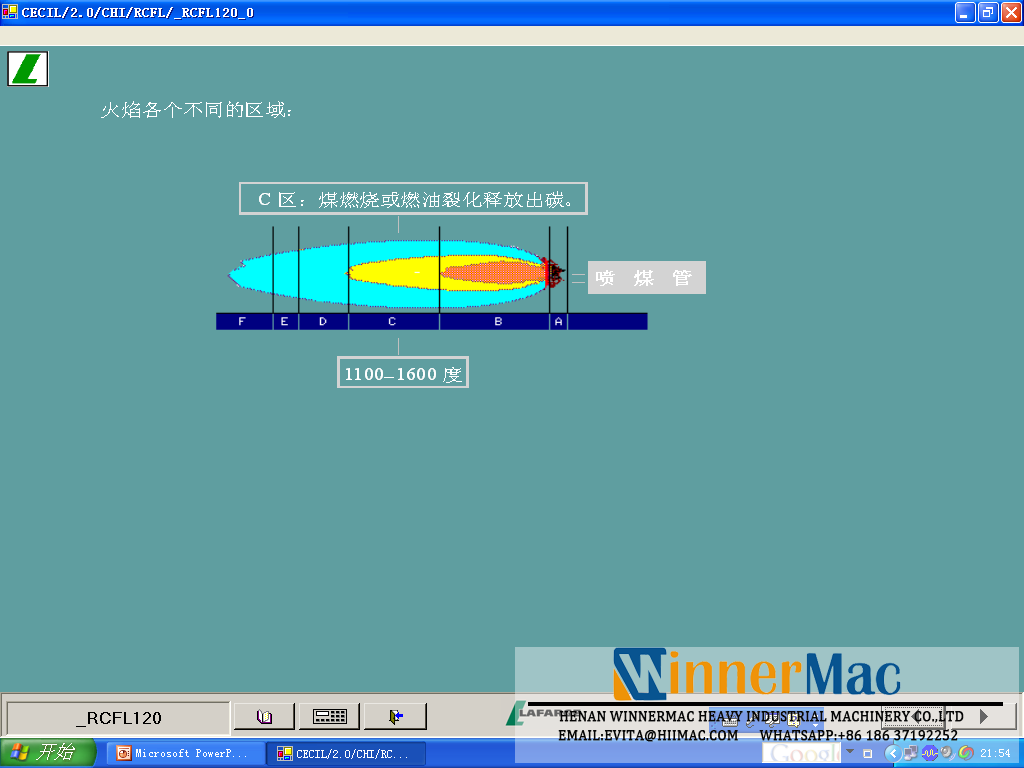
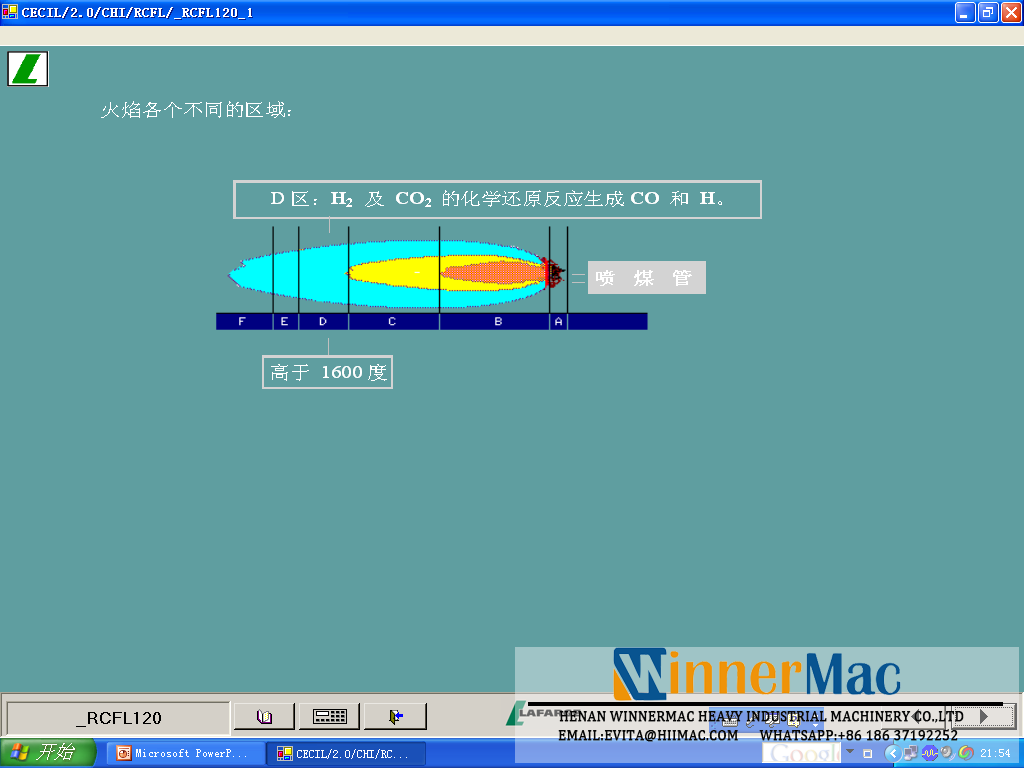
of O2, CO and CO2 in the kiln Figure 3.13 is the molar concentration distribution curve of O2, CO and CO2 in the direction of the kiln. Some characteristic points reflecting the combustion mechanism of pulverized coal appear on this curve, which are denoted by the symbols a - f respectively. At a ( x = 0.5 ), the CO and CO2 mole fractions are 0, where the pulverized coal volatiles begin to volatilize but have not yet burned. Between a and b (x = 1 m), the concentration of CO increases rapidly, and the concentration of O2 begins to decrease, and the concentration of CO2 begins to increase, indicating that coke begins to ignite and burns, producing CO during combustion. This also indicates that the length of the black fire head in the kiln is about 1.0 m. A gentle zone of O2 and CO2 occurs between c (x=2m) and d(x=4m), which is caused by the outer recirculation zone generated near the wall, and the CO concentration continues to increase, indicating that Previously, the CO rate produced by coke combustion was much greater than the CO consumption rate. After d, the CO rate generated by coke combustion was lower than the CO combustion consumption rate, and the CO concentration fraction of CO decreased rapidly until e (x=8m) It is 0. At f (x=11.8m), the molar concentration fraction of O2 and CO2 is balanced and no longer changes, indicating that coke combustion is complete and the reaction is over.
By analyzing the shape of the flame in the kiln and its temperature field, velocity field and concentration field after optimization of parameters, it can be seen that the pulverized coal is fully burned after the optimization of operating parameters, the flame shape and temperature distribution meet the requirements of the cement process, and the black fire length is moderate. It can effectively protect the coal nozzle and ensure the quality of cement clinker.
The influence of various operating parameters on the combustion characteristics of pulverized coal and the temperature distribution of flue gas in the kiln is: when the excess air coefficient is small, the flame is thick and short, and the average temperature is relatively high; when the excess air coefficient is too large, the flame is thin and long, the flame The average temperature decreases, the combustion area becomes longer, and too much combustion air delays the burning time of the pulverized coal. This is the main reason why the temperature of the flue gas near the nozzle is low and the black flame is long. The simulation shows the best air excess coefficient. It is 1.05, which can be adjusted according to the kiln condition within the appropriate range; the ratio of inside and outside air volume is too small, which is not conducive to the mixing of high temperature flue gas and pulverized coal in the radial direction, which will delay the ignition time of pulverized coal and increase the amount of outside air. The ratio of inside and outside air volume, when the value is too large, will greatly reduce the entrainment effect of the external wind on the high temperature secondary air, which will also delay the ignition time of the pulverized coal, make the flame become thinner and longer, the black fire head is longer, the axial flow and The temperature decay is accelerated, and the simulation shows that the ratio of the best internal and external air volume is 0.47; when the internal wind and the external wind speed are constant, the secondary air temperature is too low, the flame shape is slender, the pulverized coal combustion is delayed, and the black fire If the head is long, the maximum temperature of the flame cannot reach the temperature requirement for cement sintering; if the secondary air temperature is too high, the high temperature combustion zone of the flame is shortened, and the length of the black fire head is increased, and the flame temperature distribution does not meet the temperature requirement of the cement production. It can be seen that when the ratio of internal and external air volume is constant, the secondary air temperature is too high or too low. According to the simulation calculation, the secondary air temperature should be 1373K. The molar concentration distribution of O2, CO and CO2 in the direction of the kiln indicates that the combustion of pulverized coal in the kiln is complicated, and the amount of CO produced by pulverized coal combustion is relatively small. This is because the air excess coefficient, the ratio of internal and external air volume is relatively reasonable, and the coal and wind are mixed. Better results. The outer recirculation zone formed near the inner recirculation zone in the central region of the burner and the kiln wall remote from the burner indicates that the production operating parameters of the burner and the wind speed of the secondary air both meet the requirements for combustion.
The rotary kiln is the core equipment for cement firing. Its working principle is to use the rotating cylindrical container to rotate continuously to drive the solid material to tumbling continuously, to transfer heat and mass transfer and generate chemical reaction with the exposed new surface and the swept gas.rotary kiln rotary kiln driven roll such that the material is completely homogenized material composition, can ensure stable quality of the cement clinker.